四‧滑块的锁紧及定位方式
由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力
而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,
通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:
简图 |
说明 |
简图 |
说明 |
|
滑块采用镶拼式锁紧方式,通常可用标准件.可查标准零件表,结构强度好.适用于锁紧力较大的场合. |

|
采用嵌入式锁紧方 式,适用于较宽的 滑块 |
|
滑块采用整体式锁紧方式,结构刚性好但加工困难脱模距小适用于小型模具. |
|
采用嵌入式锁紧方式适用于较宽的滑块. |
|
采用拔动兼止动稳定性较差,一般用在滑块空间较小的情况下 |
|
采用镶式锁紧方式,刚性较好一般适用于空间较大的场合. |
五.滑块的定位方式
滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块
安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下
可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见
的定位装置如下:简图 |
说明 |
|
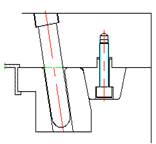
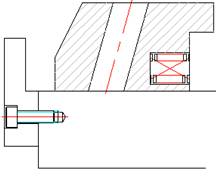
利用弹簧螺钉定位,弹簧强度 为滑块重量的1.5~2倍,常用 于向上和侧向抽芯. |
|
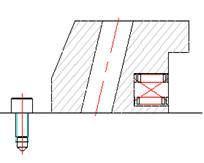
利用弹簧钢球定位,一般滑块 较小的场合下,用于侧向抽芯. |
|
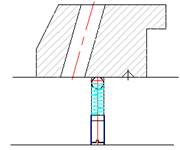
利用弹簧螺钉和挡板定位,弹 簧强度为滑块重量的1.5~2倍, 适用于向上和侧向抽芯 |
|
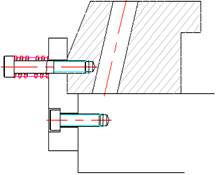
利用弹簧挡板定位,弹簧的强 度为滑块重量的1.5~2倍,适用 于滑块较大,向上和侧向抽芯. |
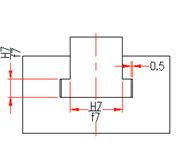
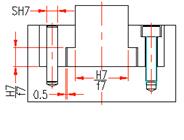
六‧滑块入子的连接方式
滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连接方式可能
不同,具体入子的连接方式大致如下:
简图 |
说明 |
简图 |
说明 |
|
滑块采用整体式结构,一般适用于型芯较大,强度较好的场合. |
|
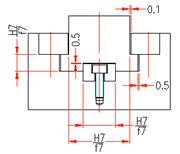
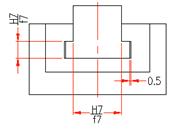
采用螺钉固定,一般型芯或圆形,且型芯较小场合. |
|
采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. |
|
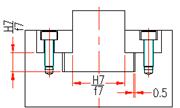
采用压板固定适用固定多型芯. |
七‧滑块的导滑形式
块在导滑中,活动必须顺利、平稳,才能保证滑块在模具生产中不发生卡滞或
跳动现象,否则会影响成品质品,模具寿命等。(压板规格超级链接)
常用的导滑形式如下图所示。
简图 |
说明 |
简图 |
说明 |
|
采用整体式加工困难,一般用在模具较小的场合。 |
|
采用压板,中央导轨形式,一般用在滑块较长和模温较高的场合下。 |
|
用矩形的压板形式,加工简单,强度较好,应用广泛,压板规格可查标准零件表. |

|
采用”T”形槽,且装在滑块内部,一般用于容间较小的场合,如跑内滑块. |
|
采用”7”字形压板,加工简单,强度较好,一般要加销孔定位. |
|
采用镶嵌式的T形槽,稳定性较好,加工困难. |
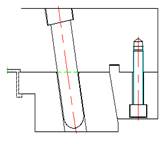
八‧倾斜滑块参数计算
由于成品的倒勾面是斜方向,因此滑块的运动方向要与成品倒勾斜面方向
一致,否侧会拉伤成品。
1.滑块抽芯方向与分型面成交角的关系为滑块抽向动模.
如下图所示:
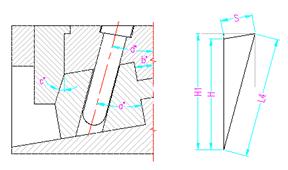
α°=d°-b°
d°+b°≦25°
c°=α°+(2°-3°)
H=H1-S*sinb°
S=H1*tgd°/cosb°
L4=H1/cosd°
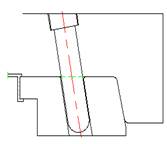
2.滑块抽芯方向与分型面成交角的关系为滑块抽向定模.
如下图所示:
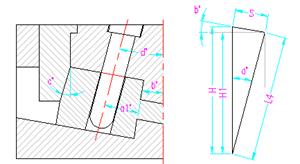
α1°=d°-b°
d-b°≦25°
c°=a°+(2°+3°)
H=H1+S*sinb°
S=H1+tgd°/cosb°
L4=H/cosd°